Casting Investments And Procedures Important Notes
1. Sprue’s Former
- Provides a channel through which molten alloy can reach the mold after the wax has been eliminated
- Its diameter should be the same as the thickest area of the wax pattern
- It should be attached to the thickest portion of wax to prevent distortion
- Its length should be such that there is a 6 mm of distance from the casting ring to the end of the mold cavity
- It should be spread at a 45° angle to the proximal area
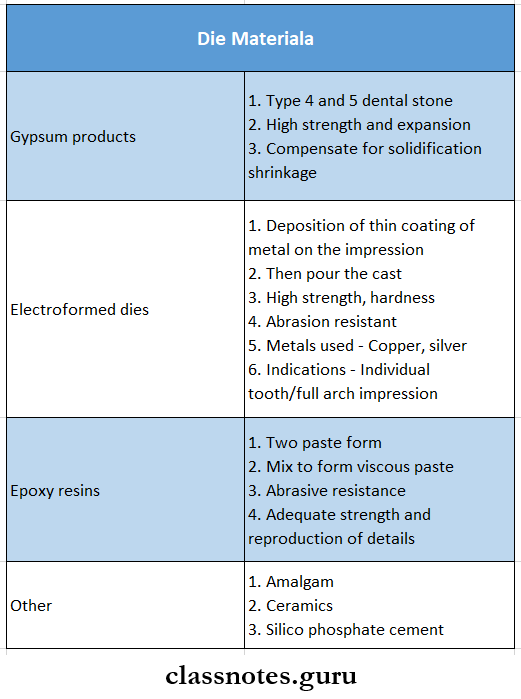
2. Die Materials
3. Casting Defects
Dimensional errors in casting
Surface Irregularities
Read And Learn More: Dental Materials Question and Answers
Porosity
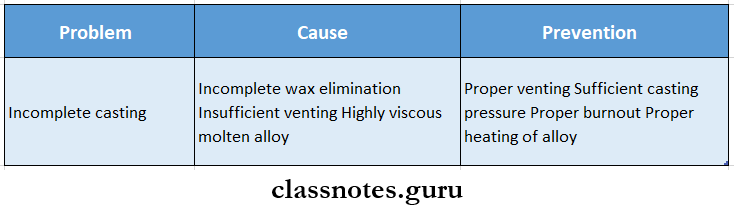
Incomplete Casting
4. Dental Investments
Dental Casting Materials
Casting Investments And Procedures Long Essays
Question 1. What are the types of investments? Describe the composition, properties, and manipulation of gypsum-bonded investments.
Answer:
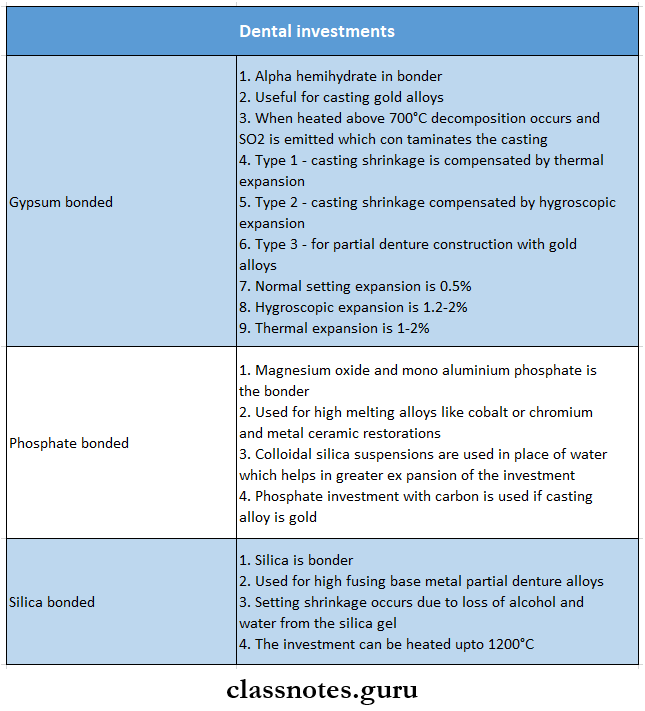
Types Of Investment Materials:
- Gypsum bonded investments- for casting gold alloys
- Phosphate bonded investments- for metal ceramic and cobalt-chromium alloys
- Silica bonded investments- used in the casting of base metal alloy partial dentures
Gypsum Bonded Investments:
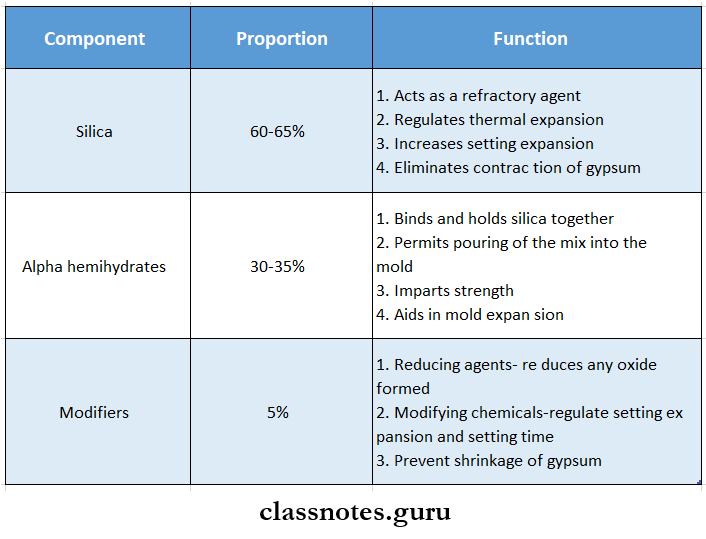
Gypsum Bonded Investments Composition:
Gypsum Bonded Investments Properties:
- Thermal properties
- When gypsum is heated at high temperatures, it shrinks and fractures
- When heated quartz changes its crystalline form
- Expansion
- Expansion aids in enlarging the mold to compensate for the casting shrinkage
- Strength
- The compressive strength for inlay investment should not be less than 2.5 MPa
- Porosity
- The more gypsum crystals the less the porosity
- Fineness
- The finer the investment the smaller will be the surface irregularities on the casting
- Storage
- Investment should be stored in airtight and moisture-proof containers
Gypsum Bonded Investments Manipulation:
- The proper water-powder ratio is determined
- Water is measured by graduated cylinder and powder by weighing balance
- Place a measured volume of water in a parabolic, smooth bowl first
- Add preweighed powder gradually to it
- Allow settling for 30 sec to minimize air entrapment
- The mix is stirred vigorously
- Periodically wiping inside of the bowl with the spatula is done to ensure the wetting of all of the powder and breaking up of the lumps
- Continue mixing until a uniform smooth mix is obtained
- Vibrate the mix using a mechanical vibrator or by repeated tapping against the bench
Types Of Casting Investments In Dentistry
Question 2. Classify investment materials. Discuss the role of thermal expansion.
Answer:
Types Of Investment Materials:
- Gypsum bonded investments- for casting gold alloys
- Phosphate bonded investments- for metal ceramic and cobalt-chromium alloys
- Silica bonded investments- used in the casting of base metal alloy partial dentures
Role of Thermal Expansion:
- Thermal expansion is achieved by placing the mold in a furnace at a temperature not more than 700° C
- Factors affecting it are
- Amount and type of silica present
- Contraction of gypsum is counterbalanced when quartz content is increased to 75% o Method used for casting shrinkage compensation
- Hygroscopic expansion- 0.5-0.6%
- Normal expansion-1-2% o Water/powder ratio
- More water less expansion
- Modifiers
- The small amount of sodium, potassium, and lithium chloride eliminates contraction and increases expansion
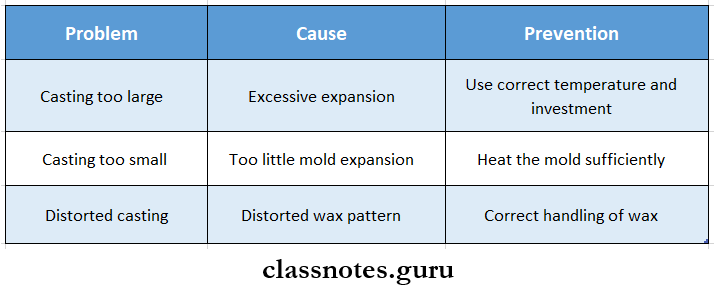
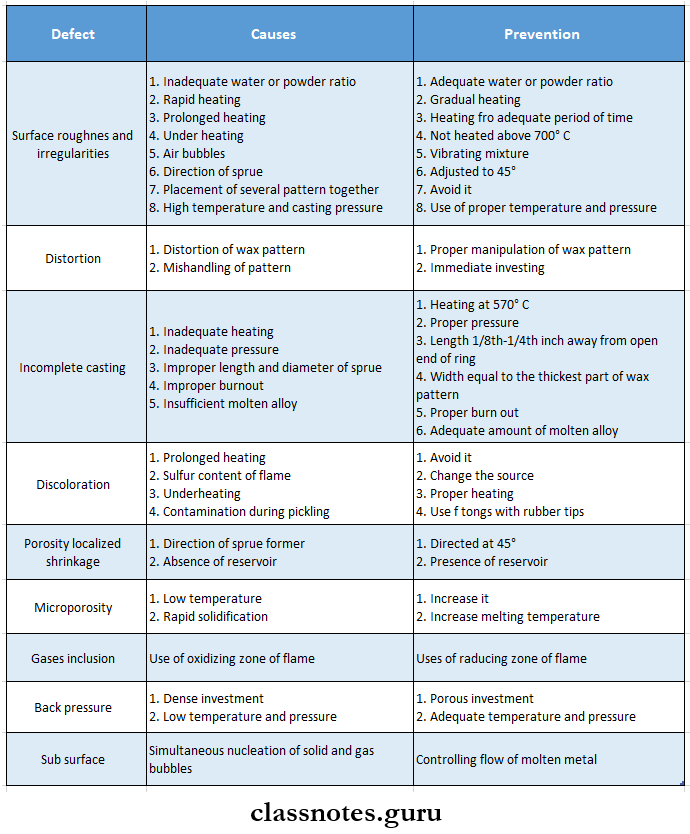
Question 3. Write in detail about casting defects.
(or)
Enumerate common causes of casting failures and what precautions you will take to avoid the same.
Answer:
Casting defects:
Question 4. Discuss various steps in the casting procedures of an inlay and add a note on shrinkage porosity.
Answer:
Steps In Casting Procedures:
- Tooth preparation
- The tooth is prepared by the dentist with the proper reduction from all the aspects
- Impression
- The impression is made using elastomeric impression materials
- Die preparation
- Die is prepared using die stone or the impression is electroformed
- Wax pattern fabrication
- Die lubricant is applied
- Then the wax pattern is fabricated over it using inlay type II wax
- Attachment of sprue former
- Length l/8th- l/4th inch away from the open end of •ring
- Width equal to the thickest part of the wax pattern
- Ring liner placement
- The ring liner is placed inside the casting ring e It should be short at one end o the Functions
- Allows for mold expansion
- It reduces heat loss
- Permits easy removal of the investment after casting
- Investing
- Apply wetting agent over the wax pattern
- Seat the casting ring in the crucible former
- Mix the investment and vibrate
- Apply some investment over the wax pattern
- Gradually then fill the remaining investment
- Burn out
- It is carried out
- To eliminate the wax
- To expand the mold
- The ring is placed in a burnout furnace and heated gradually at 400°C for 20 min
- Casting
- It is a process by which molten metal is introduced into the investment mold
- Alloys can be melted by
- Blow torch
- Electrical induction
- The ring is transferred from the furnace to the casting machine
- In it, the alloy is melted and forced into the mold
- Recovery
- Investment is removed and the casting is recovered
- Sandblasting
- Done to clean the remaining investment from the surface
- Pickling
- Surface oxides are removed by pickling in 50% hydrochloric acid
- Polishing
- Minimal polishing is required
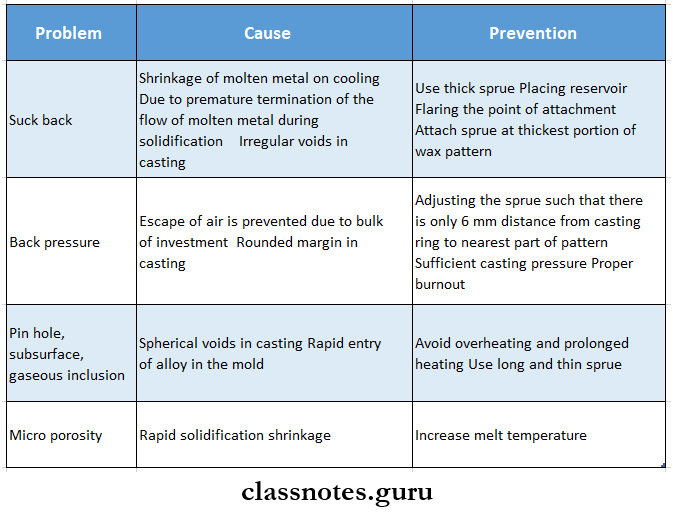
Shrinkage Porosity:
Shrinkage Porosity Types:
- Localized shrinkage porosity
- Occurs when the cooling is incorrect
- The sprue freezes before the rest of the casting
- It results in large irregular voids near the sprue casting junction
- Suck back porosity
- It is an external void seen inside of a crown opposite the sprue
- A hot spot is created by the hot metal impinging on the mold wall near the sprue
- The hot spot causes this region to freeze last
- Since the sprue has already solidified no more molten material is available and the resulting shrinkage causes a peculiar type of shrinkage called suck-back porosity
- Microporosity
- These are fine irregular voids within the casting
- Seen when the casting freezes too rapidly
Casting Investments And Procedures Short Essays
Question 1. Ideal requisites of investment materials
Answer:
Ideal Requisites Of Investment Materials
- The investment mold must expand to compensate for the alloy shrinkage
- The powder should have a fine particle size
- Easy manipulation
- Suitable setting time
- Should have smooth consistency when mixed
- At high temperatures, the material should not decompose
- The material should be porous enough
- Must have adequate strength at room temperature to permit handling
- Should have enough strength at higher temperatures to withstand the impact force of the molten metal
- Casting temperature should not be critical
- After casting it should break easily from the surface of the metal
- It should be economical
Dental Casting Procedure Steps
Question 2. Phosphate bonded investments
Answer:
Phosphate Bonded Investments
Phosphate Bonded Investments is the most widely used investment material
Phosphate Bonded Investments Use:
- For casting
- High-fusing noble metal alloys
- Metal ceramic alloy
- Base metal alloy
Phosphate Bonded Investments Classification:
- Type 1- for inlays, crowns, and other fixed restorations
- Type 2- for partial dentures
Phosphate Bonded Investments Composition:
Powder:
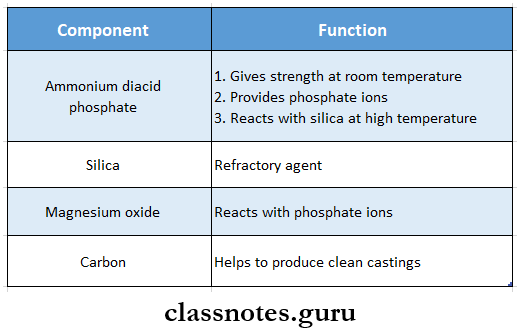
- Liquid
- It is in the form of silica sol in water which gives high thermal expansion
Phosphate Bonded Investments Properties:
- Expansion
- Sources of expansion arc:
- Wax pattern expansion
- Setting expansion
- Thermal expansion
- Strength
- Wet strength ranges from 4-10 MPa
- Thermal reactions
- It undergoes thermochemical reactions
- Flow
- Have low flow
- So it can be poured easily into the mold
- Surface smoothness
- Newer investments have improved surface smoothness
Question 3. Hygroscopic expansion
Answer:
Hygroscopic Expansion
- Expansion that occurs in water is called hygroscopic expansion
- It is a physical expansion
- When expansion begins, externally available water is drawn into pores forming a setting mass
- It maintains a continuous aqueous phase in which crystal growth takes place freely
Hygroscopic eExpansion Importance:
Use to expand some gypsum bonded investments
Hygroscopic Expansion Factors Affecting it:
- Mixing method
- Mechanical mixing decreases setting expansion
- Water powder ratio
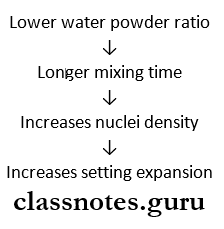
- Modifiers- accelerators and retarders
- Reduces setting expansion
Gypsum Bonded Investment Materials
Question 4. Die materials
(or)
Ideal requisites of dye material and mention different types of dye materials
Answer:
A positive replica of a prepared tooth or teeth in a suitable hard substance on which inlays, crowns, and other restoration are made is called a die.
Types Of Die Materials:
- Gypsum products
- Type 4 dental stone
- Type 5 dental stone, high strength, high expansion
- Type 5, dental stone, lignosulfonates
- Metal and metal-coated dies
- Electroformed
- Sprayed metals
- Amalgam
- Polymers
- Metal or inorganic-filled resins
- Epoxy
- Cement
- Silicophosphate
- Polyacrylic acid-bonded cement
- Refractory materials
Die Materials Ideal Requirements:
- Dimensionally stable
- Have good abrasion resistance
- Have smooth surface
- Reproduce surface details accurately
- Biocompatible
- Non-injurious
- Color should contrast with wax, porcelain, and alloys
- Easy and quick to fabricate
- Inexpensive
Question 5. Electroformed dies
Answer:
Electroformed Dies Advantages:
- Dimensional accurate
- Hard, abrasion resistant
- Imparts a smooth surface
- Cheap
- Better marginal definition
- Does not absorb oil or water
- Prevent cuspal wear
Electroformed Dies Disadvantages:
- Difficult to trim
- Silver bath- a health hazard
- Not compatible with impression material
- Color contrast is not good
- Poor adaptation to wax
- The pattern tends to lift from margins
Phosphate Bonded Investments
Question 6. Casting shrinkage
Answer:
Casting Shrinkage
Question 7. Back pressure porosity
Answer:
Back Pressure Porosity
- This is caused by inadequate venting of the mold
- If the bulk of the investment is too great the escape of air becomes difficult causing increased pressure in the mold
- The gold will solidify before the mold is completely filled resulting in a porous casting with rounded short margins
- Avoided by
- Using adequate casting forces
- Use of investment of adequate porosity
- Place the pattern not more than 6-8 mm from the end of the ring
Question 8. Sprue former
Answer:
Sprue Former
- A sprue former is made of wax. Plastic or metal
- Thickness is in proportion to the wax pattern
Sprue Former Functions:
- To form a mount for the wax pattern
- To create a channel for the elimination of wax during burnout
- Forms channel for entry of metal which compensates for alloy shrinkage during solidification
Dental Casting Defects And Causes
Question 9. Types and uses of casting machines
Answer:
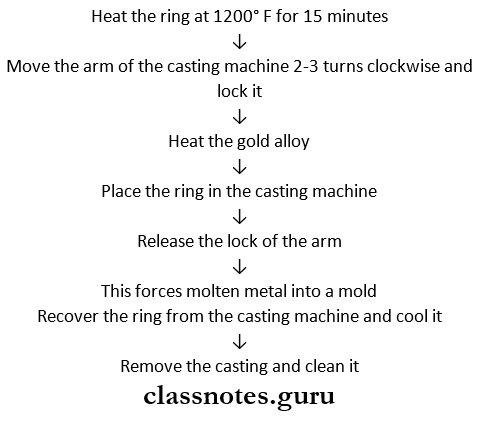
Casting Machines Types:
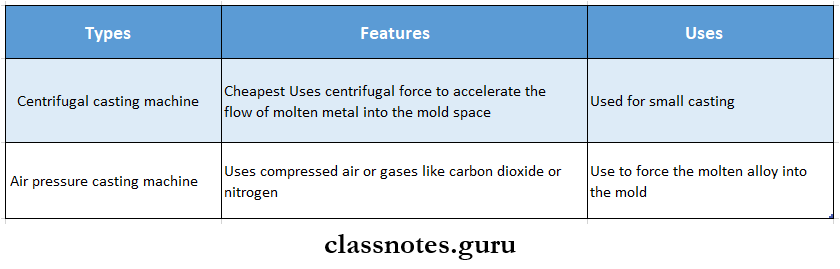
Casting Machines Steps:
Casting Investments And Procedures Short Question And Answers
Question 1. Sprue
Answer:
Sprue
Sprue provides a channel so that molten metal flows into mold space after the wax pattern has been eliminated
Sprue Types:
- Wax
- Plastic
- Metal
Sprue Functions:
- Provides a channel for the flow of molten alloy
- Provides reservoir to compensate for shrinkage
- Provides a channel for wax elimination
Sprue Requirements:
- Diameter: greater than the thickest part of the wax pattern
- Attachment- to the thickest part of the wax pattern
- Sprue length- such that end of the wax pattern is l/8th to l/4th inch away from the open end of the casting ring
- Direction- 45° to the bulkiest portion of wax
- Reservoir- to compensate for shrinkage
Dental Investment Materials Properties
Question 2. Divestment
Answer:
Divestment
- The combination of die material and investing medium is called divestment
- A gypsum-bonded investment is mixed with colloidal silica liquid
- The die with the wax pattern is invested in divestment
- The setting expansion is 0.9%
- Thermal expansion is 0.6% when heated to 677°C
- Divestment phosphate is a phosphate-bonded investment that is used in the same manner as divestment
- It is suitable for use with high-fusing alloys
Question 3. Hygroscopic expansion
Answer:
Hygroscopic Expansion
- Expansion that occurs in water is called hygroscopic expansion
- It is a physical expansion
- When expansion begins, externally available water is drawn into pores forming a setting mass
- It maintains a continuous aqueous phase in which crystal growth takes place freely
Hygroscopic expansion Importance:
Use to expand some gypsum bonded investments
Question 4. Types of investment materials
Answer:
Types of investment materials
- Gypsum bonded investments- for casting gold alloys
- Phosphate bonded investments- for metal ceramic and cobalt-chromium alloys
- Silica bonded investments- used in the casting of base metal alloy partial dentures
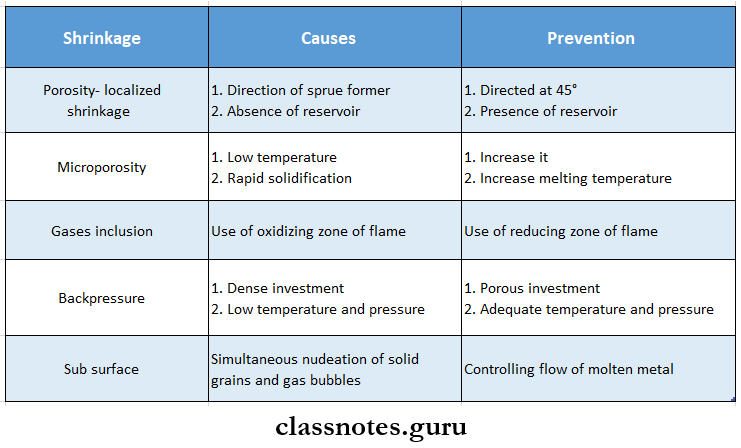
Question 5. Porosities
Answer:
Porosities Types:
- Caused by solidification shrinkage
- Localized shrinkage porosity
- Suck back porosity
- Microporosity
- Caused by gas
- Pinhole porosity
- Gas inclusion
- Subsurface porosity
- Caused by air entrapment
- Backpressure porosity
Porosities Prevention:
- Use of correct sprue thickness
- Correct placement of sprue
- Use of reservoir
- Use of adequate casting forces
- Use of porous investment and proper vents
- Place pattern -8 mm away from the end of the ring
Common Casting Errors In Dentistry
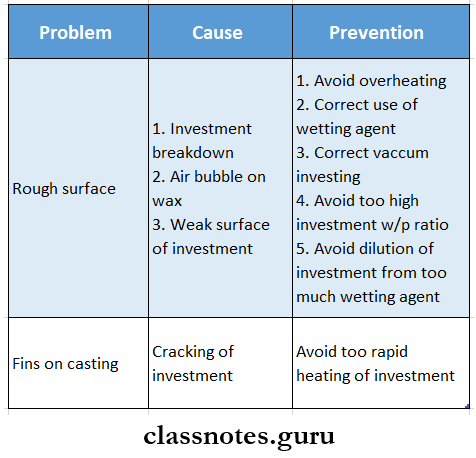
Question 6. Casting defects
Answer:
Casting Defects
- Distortion
- Surface roughness
- Porosity
- Caused by solidification shrinkage
- Localized shrinkage porosity
- Suck back porosity
- Microporosity
- Caused by gas
- Pinhole porosity
- Gas inclusion
- Subsurface porosity
- Caused by air entrapment
- Back pressure porosity
- Incomplete casting
- Contamination of casting due to oxidation
Question 7. Pickling
Answer:
Pickling
- The surface oxides from the casting are removed when necessary by pickling in 50% HC1
- HC1 is heated with the casting in it
- It is usually done for gold alloys
- It is not a routine procedure
- Performed only when indicated
Question 8. Die materials
Answer:
Die materials
A positive replica of a prepared tooth or teeth in a suitable hard substance on which inlays, crowns, and other restoration are made is called die
Types of Die Materials:
- Gypsum products
- Type 4 dental stone
- Type 5 dental stone, high strength, high expansion
- Type 5, dental stone, lignosulfonates
- Metal and metal-coated dies
- Electroformed
- Sprayed metals
- Amalgam
- Polymers
- Metal or inorganic-filled resins
- Epoxy
- Cement
- Silicophosphate
- Polyacrylic acid-bonded cement
- Refractory materials
Dental Casting Techniques MCQs
Question 9. Casting ring liners and their functions
Answer:
Casting Ring Liners Types:
- Fibrous ceramic aluminous silicate
- Cellulose
- Ceramic cellulose combination
Casting Ring Liners Functions:
- Allows for mold expansion
- It reduces heat loss
- Permits easy removal of the investment after casting
Question 10. Reservoir
Answer:
Reservoir
- The reservoir is a piece of wax attached to the sprue former approximately 1 mm from the pattern
- Reservoir can be used as an added precaution
- Reservoir is used to prevent localized shrinkage porosity
Question 11. Suck back porosity
Answer:
Suck Back Porosity
- It is an external void seen inside of a crown opposite the sprue
- A hot spot is created by the hot metal impinging on the mold wall near the sprue
- The hot spot causes this region to freeze last
- Since the sprue has already solidified no more molten material is available and the resulting shrinkage causes a peculiar type of shrinkage called suck-back porosity
Question 12. Epoxy resin dies
Answer:
Epoxy Resin Dies
Epoxy resin dies are most effective with rubber-based impression materials
Epoxy Resin Dies Advantages:
- Tougher
- Effective with rubber-based impression materials
Epoxy Resin Dies Disadvantages:
- Slight shrinkage
- Viscous
- The setting takes up to 24 hours
Question 13. Localized shrinkage porosity.
Answer:
Localized Shrinkage Porosity
- It occurs when the cooling is incorrect
- The sprue freezes before the rest of the casting
- It results in large irregular voids near the sprue casting junction
Localized Shrinkage Porosity Prevention:
- Sprue should be directed at 45 degrees to the wax pattern
- The reservoir should be placed
Lost Wax Casting In Dentistry
Question 14. Advantages of gypsum bonded investment.
Answer:
Advantages Of Gypsum Bonded Investment
- It can produce an expansion that is sufficient for com- sensation for the shrinkage
- Made up of fine particles which results in a smooth surface of the casting
- Easy to mix and handle
- Setting time can be controlled
- The set material is porous which helps to prevent the formation of backpressure during casting
- The strength of the set material is sufficient to withstand forces generated by the metal during casting